球墨铸铁管外表面防腐需根据其埋设土壤环境进行选择。一般性土壤选择标准防腐层即可,对于腐蚀性土壤环境,需要在标准防腐基础上增加聚乙烯套或直接采用聚氨酯防腐层。
1. 标准防腐层:锌+沥青漆
球墨铸铁的耐腐蚀性强于碳钢,对于一般性土壤埋设环境,球墨铸铁管外表面采用标准防腐层作为外防腐形式。标准防腐层为 130 g/m2 锌 +70μm 沥青漆,锌层采用金属锌喷涂,锌丝含锌质量分数不小于 99.99%. 沥青类涂层包括石油沥青和煤沥青,施工时将熔融的沥青与加强物(如玻璃布)交替缠敷,形成多层厚涂层。
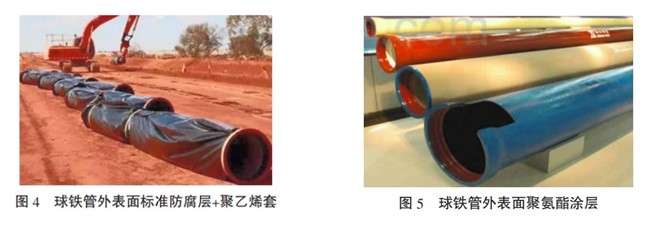
2. 标准防腐层+聚乙烯套
在土壤有较强腐蚀性的情况下,球墨制铁管外表面采用加强级防腐层。在施工现场,在管道标准防腐涂层外面套上一层 0.2 mm 厚的聚乙烯保护套,见图 4,使管道和腐蚀性土壤隔绝开来,抑制电化学电池的产生,同时将高腐蚀性非匀质的土壤环境改变为弱腐蚀性的匀质腐蚀环境。
3. 聚氨酯涂层
由于聚氨酯具有良好的耐腐蚀性、较高的机械强度和附着力。除了作为球铁管内表面防腐涂层外,也可作为外防腐涂层(见图 5).
涂覆聚氨酯前,对铸管外表面进行抛丸处理,抛丸后使用洁净干燥的压缩空气对于铸管外表面吹扫,保证铸管表面干燥、无油污、粉尘等杂物。将加热至 60 ℃~70 ℃的球铁管吊运至外喷工位,由该工位的 2 个可旋转顶尖夹紧铸管两端作为旋转机构,开启顶尖转动电机,使铸管以一定速度匀速旋转,在铸管旋转同时,开启聚氨酯涂料雾化喷枪沿管子轴线做匀速直线运动对管身表面进行喷涂。喷涂结束,使铸管保持旋转 6 min ~10 min,表面涂料滴流,直到涂层涂料完全凝固。
防腐技术对球墨铸铁管至关重要,随着特殊防腐涂层的开发与研究,球墨铸铁管的应用领域将越来越广阔。
 咨询电话:0635-5551258
咨询电话:0635-5551258 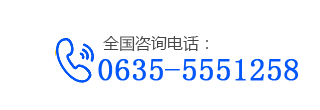
 全国咨询电话 0635-5551258
全国咨询电话 0635-5551258 